

Quick answer: Corrosion in copper-aluminum connectors is usually caused by the combined effect of galvanic potential, moisture, salt contamination, damaged plating, insufficient clamping force and interface micro-motion. For battery packs, energy storage systems and power modules, the real control point is the interface: Cu-Al bonding, surface plating, contact resistance, sealing and pressure retention after thermal cycling.
Questions answered on this page
- Why do copper-aluminum connectors suffer galvanic corrosion?
- When should tin plating, nickel plating or local protection be considered?
- What do salt spray, humidity and thermal cycling reveal?
- How is contact resistance related to visible corrosion?
- What should be validated before production?
Engineering summary
- When copper and aluminum are exposed to moisture or ionic contamination, galvanic corrosion can accelerate, usually with the aluminum side being more sensitive.
- Plating is not only for appearance. It helps isolate the environment, stabilize the contact surface and slow contact-resistance increase.
- Salt-spray hours alone are not enough. Contact resistance, voltage drop, temperature rise and interface inspection are also required.
- Low clamping force, scratches, burrs, plating pores and thermal-cycle loosening can turn minor oxidation into a high-temperature-rise problem.
Why this long-tail topic matters
Searches such as “copper aluminum connector corrosion”, “copper aluminum transition busbar contact resistance” and “battery pack copper aluminum busbar salt spray failure” usually come from engineers already facing prototype or customer audit issues. The topic connects cost reduction, weight reduction, temperature rise and reliability.
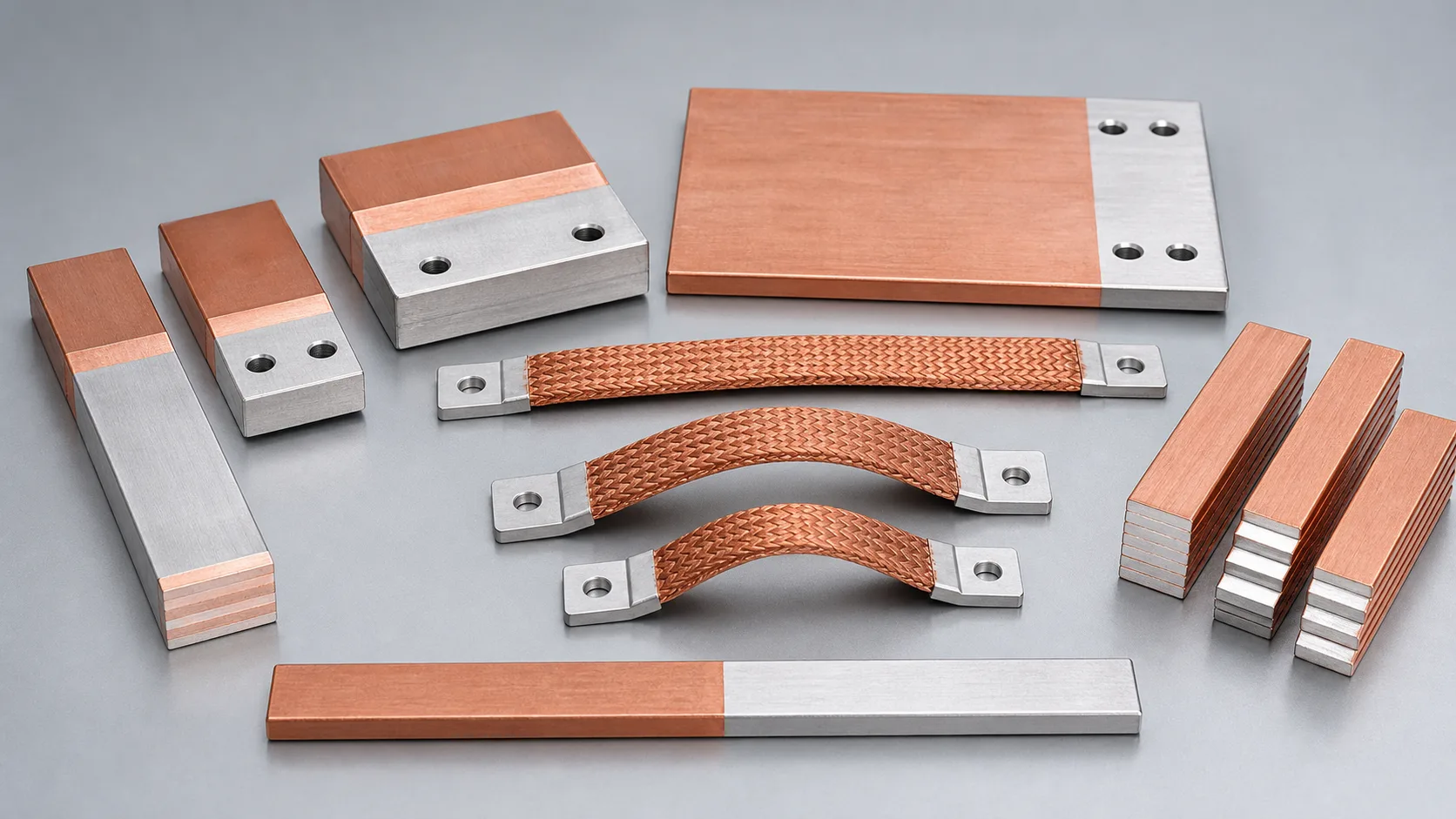
Hongchuan Precision Hardware supplies copper-aluminum composite busbars, SMD busbars, welding terminals and SMT nuts for high-current PCB and battery connection applications.
The issue is not simply copper touching aluminum
Copper and aluminum can work together when the interface is dry, stable and protected. Problems appear when moisture, salt, condensation or cleaning residue reaches the interface. The potential difference can accelerate oxidation on the aluminum side. The oxide layer then increases contact resistance, which increases temperature rise and speeds up aging.
This is why the review should include surface protection and contact design, not only conductivity or cross-section. For board-level high-current designs, it also helps to evaluate SMD busbars, welding terminals and copper-aluminum transition parts together.
Failure checklist
| Symptom | Check first | Engineering meaning |
|---|---|---|
| White powder or dark area on aluminum side | Salt spray, condensation, sealing, cleaning residue | Medium has entered the interface |
| Contact resistance increases | Plating damage, clamping force, fretting wear | Electrical performance may degrade before obvious appearance change |
| Local heating around bolt | Contact area, washer, torque, anti-loosening design | Current is concentrated in a small contact area |
| Appearance passes after salt spray but temperature rises | Internal oxide layer and contact resistance | Appearance inspection alone is not enough |
| Voltage drop increases after thermal cycling | CTE mismatch, bolt loosening, washer elasticity | Pressure retention is insufficient |
Plating depends on environment and mating surface
Common strategies include local tin plating, nickel plating, transition layers, contact protection oil or structural sealing. Tin plating is useful for many general applications, while nickel often serves as a stronger barrier layer. The right choice depends on the mating conductor, temperature, salt-spray requirement, soldering need and long-term bolted connection condition.
If the connector also works with PCB welding terminals, harness terminals or module busbars, the plating system should be reviewed together. For related terminal plating considerations, see welding terminal plating selection.
Validation before production
- Initial contact resistance. Measure under the real torque, washer and stack-up condition.
- Retest after salt spray or humidity. Check contact resistance, voltage drop, temperature rise and interface condition after disassembly.
- Thermal cycling and vibration. Validate CTE mismatch, fretting wear and pressure retention.
- Cross-section or peel inspection. Check the composite interface for delamination, voids or weak bonding.
- System current test. Measure the connector, bolt area, aluminum side, copper side and adjacent conductor in the real assembly.
FAQ
Will copper-aluminum connectors always corrode?
No. Corrosion requires environmental media and electrochemical conditions. With suitable protection, plating, sealing and clamping force, Cu-Al connections can work reliably.
Is tin plating always enough?
No. Tin plating fits many general cases, but high humidity, salt spray, vibration or long-term high temperature may require nickel plating, local protection or sealing.
Why can temperature rise increase when appearance looks acceptable?
Internal oxide films, fretting wear and reduced pressure can increase contact resistance before visible corrosion becomes obvious.
What can Hongchuan support?
Hongchuan can support sample review for copper-aluminum composite materials, transition busbars, SMD busbars and welding terminals. The selection guide is a useful starting point for high-current PCB hardware combinations.