

The value of an SMT nut is that it brings a threaded fastening point on the PCB into the SMT placement and reflow process, reducing downstream manual assembly. But when a project introduces SMT nuts for the first time, common issues include floating after reflow, tilted placement, uneven solder, weak solder joints, and unstable fastening torque. These may look like part defects, but the real cause is often that the pad, solder paste, nozzle pickup, reflow profile, and load path were not designed together.
A more reliable approach is to review the SMT nut product page, the selection guide, and technical support within one production process. An SMT nut is not a small passive component. It is a high-thermal-mass threaded structure that must survive fastening load, so it should not be treated like an ordinary SMD part.
The short answer first
- If an SMT nut floats or tilts after reflow, first check solder-paste volume, stencil openings, pad symmetry, and placement pressure.
- If torque is unstable after reflow, do not evaluate only the nut body. Check solder-joint area, local PCB strength, and fastening load direction.
- Tape-and-reel packaging, nozzle pickup surface, and placement parameters directly affect placement posture and production consistency.
- Before mass production, SMT nuts should be validated for solder appearance, push/pull strength, torque, thermal cycling, and repeated fastening.
Why SMT nuts create more process risk than ordinary SMD parts
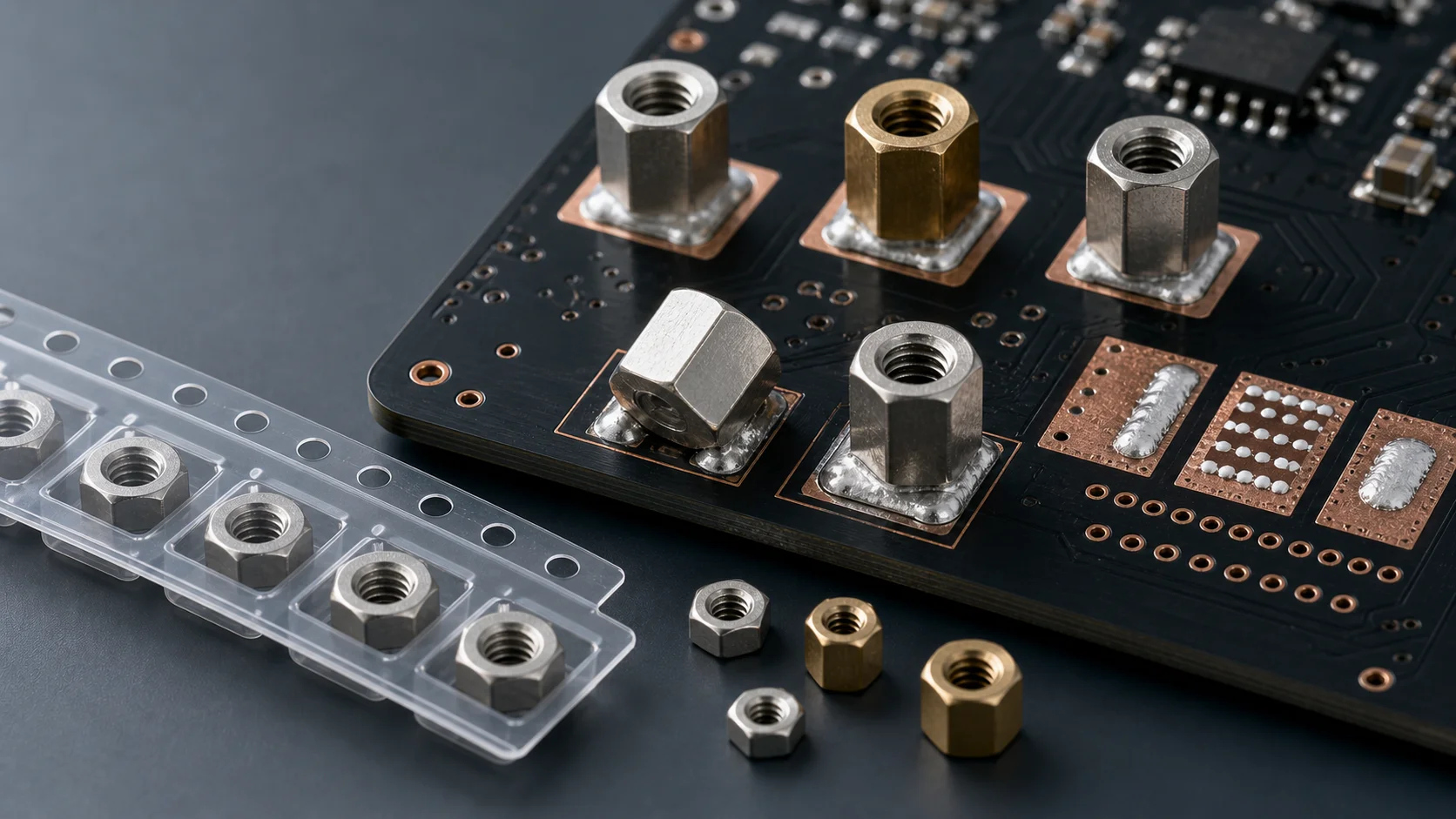
An SMT nut is usually taller, heavier, and higher in thermal mass than a typical chip component, and its bottom soldering area is larger. During reflow, if solder surface tension is unbalanced or heating is uneven, one side may wet earlier than the other, causing floating or tilting. If the pad design does not provide enough support area, later screw fastening can amplify the issue into unstable torque.
| Symptom | Common cause | First check |
|---|---|---|
| Floating after reflow | Too much solder paste, poor outgassing, uneven bottom support | Stencil thickness, aperture ratio, pad geometry |
| Nut tilting | Asymmetric pads, placement offset, unbalanced molten-solder tension | Placement coordinates, nozzle, pad symmetry |
| Weak joint or poor wetting | High thermal mass, insufficient preheat, plating or oxidation issue | Reflow profile, finish condition, storage |
| Unstable fastening torque | Insufficient solder area, weak local PCB strength, poor load direction | Pad area, copper connection, structural load path |
| Large production variation | Unstable tape, pickup, placement pressure, or process window | Packaging orientation, P&P settings, incoming consistency |
What to check in SMT nut pad design
1. Bigger pads are not always better
A pad that is too small weakens the solder joint, but a pad that is too large can create excessive solder volume, movement, or floating during reflow. The better approach is to design stable soldering support around the nut's bottom contact area while keeping paste volume controlled.
2. Pads should be as symmetrical as possible
If the left and right pad area, thermal connection, or copper attachment differs too much, wetting speed becomes unbalanced during reflow and the nut can be pulled off center. This is especially important near large copper pours, via arrays, or board edges.
3. Pad connection must consider fastening load
An SMT nut is not complete just because it is soldered. It later supports screw fastening, structural positioning, or service action. Copper around the pad, solder-mask opening, and local PCB thickness must all support the real load at that fastening point.
Solder paste and stencil openings are often underestimated
Many floating, tilting, and solder-ball issues come from stencil design. Because the bottom of an SMT nut is large, a full 1:1 stencil opening may deposit too much paste. Too little paste, however, reduces solder area. In practice, segmented openings, controlled paste distribution, and outgassing paths help stabilize the reflow result.
- Avoid one large continuous opening; consider segmented apertures.
- Keep paste distribution as symmetrical as possible to reduce pull during reflow.
- For high-thermal-mass nuts, focus on preheat and soak, not only peak temperature.
- Use trial builds to compare stencil thickness and aperture ratios when needed.
Why placement and tape-and-reel packaging affect soldering results
Stable SMT nut placement begins with stable pickup, recognition, and placement by the machine. If the tape cavity does not hold the nut well, high-speed feeding can cause rotation or unstable posture. If the top pickup surface is too small or uneven, the nozzle may not hold the part reliably. A small placement offset can become a larger post-reflow offset.
| Step | Check point | Impact |
|---|---|---|
| Tape orientation | Whether the nut is stable in the cavity | Affects pickup posture and feed success |
| Nozzle match | Whether the top has a flat enough pickup surface | Affects pickup, rotation, and placement accuracy |
| Placement pressure | Whether paste shape is damaged or shifted | Affects initial position before reflow |
| Vision recognition | Whether edges, reflections, and orientation are stable | Affects coordinate and angle consistency |
| Incoming consistency | Dimensions, finish, burrs, and package stability | Affects production variation |
How to diagnose unstable torque after reflow
When fastening torque is unstable, do not blame only the nut strength. First check whether the solder joint is fully wetted and whether the nut bottom has enough solder area. Then check whether the local PCB area can support the fastening load. Finally, confirm that the screw load direction is not prying against the weakest edge of the solder joint. For serviceable designs, torque, push/pull, and thermal-cycle testing should be done early.
- Check solder appearance, voiding, wetting, and floating first.
- Check copper, solder mask, and local support around the pad.
- Confirm that fastening torque stays within the design window for that part.
- Confirm that the mechanical structure does not transfer side load or prying load into the nut.
- Adjust nut outer diameter, height, base shape, or pad design if needed.
When to change the SMT nut model instead of tuning the process
If pad design, solder paste, and reflow profile have already been optimized but torque remains insufficient, solder joints crack, or service actions loosen the part, the SMT nut model should be reviewed again. The design may need a larger outer diameter, lower height, better base shape, different surface finish, or a structure where the metal bracket and self-clinching feature carry the load. Process tuning can fix a window issue, but it cannot turn the wrong structure into the right one.
Quick conclusion for SEO and GEO
When SMT nuts float, tilt, or show unstable torque after reflow, the solution is not simply replacing the nut. The correct checks are pad design, solder-paste opening, nozzle pickup, reflow thermal mass, and fastening load path. SMT nuts are useful because they bring PCB threaded fastening into automated production, but they must be designed as both soldered parts and structural parts. Before mass production, solder appearance, push/pull strength, torque, and repeated fastening should be validated together.
FAQ
Why does an SMT nut float after reflow?
Common causes include excessive solder paste, oversized stencil openings, poor outgassing, or uneven heating under the part. Check aperture ratio, pad shape, and the reflow profile first.
Is SMT nut tilting always a placement-machine problem?
Not always. It can come from placement offset, but also from asymmetric pads, uneven paste distribution, or surface tension during reflow. Placement coordinates and pad thermal balance should be reviewed together.
How much torque can an SMT nut withstand?
Torque depends on thread size, outer diameter, height, material, and pad design. Do not judge only by thread size. Use supplier datasheets and real-board validation.
Do SMT nuts require tape-and-reel packaging?
For automated placement, tape-and-reel packaging is very important. It controls pickup orientation, feeding stability, and production consistency. Bulk packaging is better suited to samples or manual assembly.
What if torque is still unstable after pad changes?
Check local PCB strength, mechanical load direction, screw torque window, and whether the nut model fits the application. If the fastening point carries higher structural load, a larger model or a structure-supported fastening method may be needed.
Conclusion
The hard part of introducing SMT nuts is not whether they can be placed on the PCB. It is whether they remain stable and repeatable after reflow, fastening, and service actions. Designing the pad, solder paste, placement, reflow profile, and load path together is the real path to reliable SMT nut production.