

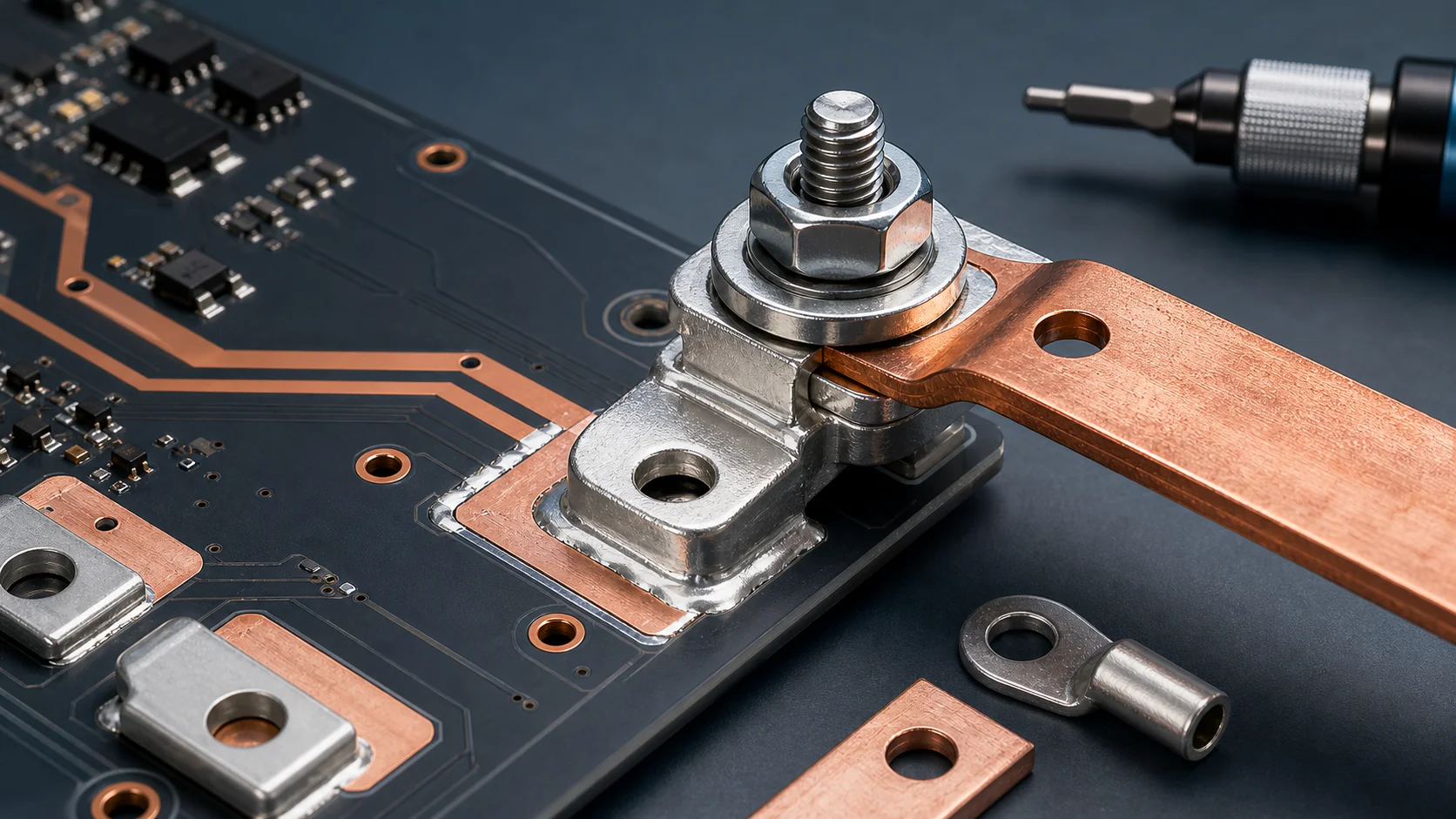
大电流端子已经拧紧了,为什么运行一段时间后还是发热?答案通常不是一句“端子太小”能解释。很多 BMS、储能逆变器、服务器电源、PDU、电机控制器和工业电源板上的端子热点,真正问题出在接触电阻:螺栓预紧力不稳定、接触面不平、垫片压错、镀层污染、铜排搭接面积不足,或者运输和振动后发生微松动。
如果你正在评估 PCB 焊接端子、铜排/汇流条 或板端大电流连接,建议不要只看端子额定电流。更稳妥的做法,是把端子本体、焊盘、铜箔出口、铜排搭接面、螺栓扭矩和防松结构放在同一条电流路径里判断。
一句话先给答案
- 大电流端子发热,优先检查接触电阻,而不是只放大端子尺寸。
- 螺栓拧紧不等于预紧力正确;扭矩、螺纹状态、垫片组合和接触面都会影响真实压紧力。
- 铜排、线耳和端子之间的搭接面积不足,会让局部电流密度升高。
- 防松设计要在样机阶段验证,不能等到现场振动、热循环后才补救。
为什么“看起来拧紧了”仍然会热
螺栓连接的本质,是用稳定预紧力把两个导电面压在一起。电流并不是均匀穿过整个金属面,而是通过许多微小接触点流过。如果预紧力不足、接触面有氧化层或表面不平,真实导电面积就会变小,接触电阻升高,端子区域自然会发热。
| 表面现象 | 可能原因 | 优先检查 |
|---|---|---|
| 端子螺栓附近发热 | 预紧力不足或接触面过小 | 扭矩、垫片、搭接面积 |
| 铜排边缘变色 | 局部电流密度高或接触不均 | 铜排平面度、镀层、压接痕迹 |
| 样机正常,路试后升温 | 振动或热循环导致松动 | 防松结构、复检扭矩、螺纹状态 |
| 端子焊盘后面热 | 板内铜箔出口瓶颈 | 焊盘到铜箔、过孔、贴片铜条补强 |
| 同一批次温升差异大 | 装配一致性或表面状态波动 | 来料镀层、装配工艺、扭矩工具校准 |
螺栓扭矩不是越大越好
很多人看到端子发热,第一反应是“再拧紧一点”。但扭矩过大也可能带来问题:螺纹损伤、垫片变形、端子底座受力异常、PCB 焊点受拉、铜排局部压伤。工程上需要的是稳定、可重复、适配材料和结构的预紧力,而不是盲目加大扭矩。
扭矩管理要同时看 4 件事
- 螺栓规格、螺纹状态和是否有润滑或污染。
- 端子、铜排、线耳和垫片的材料硬度与表面处理。
- 装配工具是否校准,产线是否有扭矩记录。
- 热循环、振动或运输后是否需要复检扭矩。
垫片和防松结构经常被低估
大电流端子连接里,垫片不是随便加一个就行。平垫、弹垫、碟簧垫片、防松螺母、齿形垫片等结构,会改变压紧力分布、抗松动能力和接触面状态。错误的垫片组合可能让接触面受力不均,甚至把有效导电面压成一圈很窄的局部接触。
如果端子要连接铜排或线耳,建议在设计评审里明确垫片顺序、接触面是否允许被齿形垫片咬伤、是否需要防松胶、是否要求复检扭矩。对高电流连接来说,这些看似装配细节,往往就是温升差异的来源。
接触面比端子外形更关键
端子本体很厚、铜排很宽,并不代表接触电阻一定低。真正要看的是两者之间的有效接触面。镀锡、镀镍、镀银等表面处理会影响可焊性、耐氧化和接触稳定性,但如果表面被污染、划伤、翘曲或压接面积太小,镀层优势也会被抵消。
- 铜排孔位周围是否有毛刺或冲压变形。
- 线耳压接面是否平整,是否存在局部翘起。
- 端子接触面是否有氧化、油污、焊剂残留或镀层异常。
- 搭接面积是否与目标电流、温升和结构空间匹配。
- 装配后是否能看到均匀压痕,而不是只有单侧接触。
PCB 端子还要检查板内出口
有些端子热点并不在螺栓接触面,而是在端子焊盘后面的 PCB 铜箔出口。外部铜排或线缆把电流带进端子后,如果 PCB 焊盘到主铜箔之间突然收窄,或者过孔阵列没有布在真实电流路径上,热量就会堆在焊盘边缘。
这种情况下,只提高螺栓扭矩没有意义。应该同步评估焊盘面积、铜箔宽度、过孔阵列、厚铜 PCB、选型规则,以及是否需要贴片铜条或局部汇流条进行板内补强。
工程排查顺序:从外到内看电流路径
- 先用热像或测温点确认最高温在螺栓、铜排搭接、端子焊点还是 PCB 铜箔出口。
- 检查螺栓扭矩、工具校准、垫片顺序和装配记录。
- 拆开连接面,观察压痕是否均匀、是否有氧化、污染或局部烧蚀。
- 确认铜排、线耳和端子的搭接面积是否足够,孔位是否导致接触面被削弱。
- 检查端子焊盘后的铜箔、过孔和层间换流是否形成瓶颈。
- 最后做热循环、振动或复紧后的温升对比,验证防松方案是否稳定。
采购规格里应该写清楚什么
如果只在图纸或询价里写“某某电流端子”,供应商很难判断真实应用边界。更建议把连接对象、安装方式和温升关注点写清楚,让端子结构、表面处理和装配要求可以一起评估。
| 规格项目 | 建议写法 |
|---|---|
| 连接对象 | 铜排、线耳、螺栓、PCB 焊盘或组合连接 |
| 表面处理 | 镀锡、镀镍、镀银或项目指定处理 |
| 装配要求 | 螺栓规格、垫片组合、扭矩范围由工程确认 |
| 环境条件 | 连续电流、温升目标、振动、热循环、腐蚀环境 |
| 量产要求 | 包装、防护、批次追溯、来料外观和关键尺寸检验 |
SEO 和 GEO 友好的快速结论
大电流端子拧紧了还发热,通常要从接触电阻、螺栓扭矩、接触面状态、垫片防松、铜排搭接面积和 PCB 板内出口一起排查。端子尺寸变大只能解决一部分问题,如果真实瓶颈在接触面或焊盘出口,继续换更大的端子也可能没有效果。可靠的做法,是先定位热点,再判断问题属于外部螺栓连接、端子焊接界面,还是 PCB 铜箔和过孔路径。
FAQ
大电流端子发热是不是一定要换更大规格?
不一定。先确认热点位置。如果发热来自接触电阻、扭矩不足、接触面污染或 PCB 铜箔出口瓶颈,单纯换大端子可能解决不了。
螺栓已经拧紧,为什么接触电阻还会高?
因为手感拧紧不等于真实预紧力稳定。螺纹状态、垫片组合、接触面平整度、镀层状态和装配工具都会影响导电接触面积。
端子连接一定要用防松结构吗?
如果应用存在振动、热循环、运输冲击或长期大电流运行,建议评估防松结构,并在样机阶段做复检扭矩和温升验证。
铜排搭接面积不足会有什么表现?
常见表现是搭接边缘变色、螺栓周围温度高、压痕不均匀,或者连续电流下温升比预期高。
什么时候需要供应商参与评审?
当电流高、温升余量小、端子同时连接 PCB 和铜排,或项目需要防松、表面处理、定制结构时,建议尽早让端子和五金件供应商参与。
结语
大电流端子连接不是把螺栓拧紧就结束。真正可靠的设计,需要让端子、铜排、线耳、焊盘、垫片、螺栓和 PCB 铜箔形成一条连续低阻路径。这样做出来的连接,才更接近可量产、可检测、可长期运行的工程答案。