

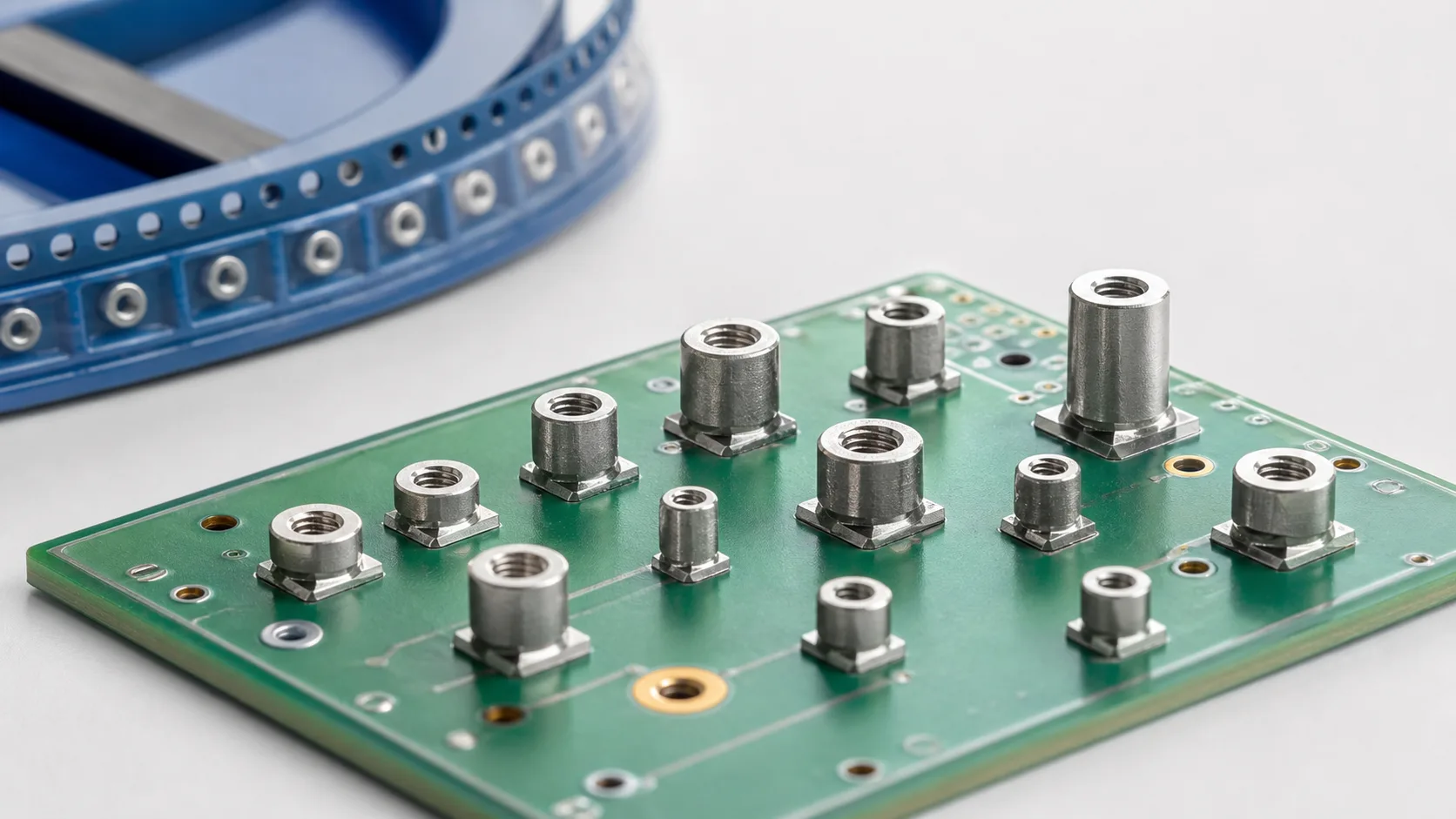
快速结论:贴片螺母 M2、M3、M4 不能只按螺丝直径选。M2 适合轻载固定和小型外壳件,M3 是多数 PCB 结构件、屏蔽罩和支架的常用规格,M4 更适合有较高锁附力、较厚结构件或较大振动载荷的场景。真正要确认的是 PCB 厚度、焊盘面积、回流焊后焊点强度、允许锁附扭矩、拉拔力和剪切力。
本页直接回答的问题
- 贴片螺母 M2、M3、M4 分别适合什么 PCB 场景?
- PCB 厚度会不会影响贴片螺母拉拔力?
- 锁附扭矩、拉拔力和剪切力应该怎么验证?
- 为什么回流焊后看起来焊住了,锁螺丝时仍然会脱落?
- 量产前怎么确认贴片螺母不会浮高、歪斜或扭矩不稳?
工程结论摘要
- M2/M3/M4 的选择先看被固定件重量、螺丝长度、装配空间和维修频率,再看 PCB 焊盘能否承受锁附载荷。
- 贴片螺母的强度不是螺纹本体单独决定的,而是螺母底座、焊盘、锡量、PCB 铜箔和板厚共同决定。
- 回流焊外观合格不等于扭矩合格,必须做锁附扭矩、拉拔力、剪切力和热循环后的复测。
- 如果结构件会反复拆装,应优先评估防松、垫片、螺丝长度和螺纹啮合圈数。
为什么这个长尾问题有价值
工程师搜索“贴片螺母 M3 扭矩多少”“SMT nut 拉拔力不够”“PCB 贴片螺母 M2 M3 M4 怎么选”时,通常已经不是在了解概念,而是在结构评审或样机装配里遇到问题:螺母回流后浮高、锁螺丝时焊点开裂、扭矩达不到、反复拆装后松动,或者 PCB 太薄导致焊盘周围起皮。
宏川精密五金围绕贴片螺母、贴片汇流条、焊接端子和铜铝连接件做大电流 PCB 标准五金件。下面这套检查方法适合硬件、结构、工艺和采购在打样前共同确认。
M2、M3、M4 的选型判断表
| 规格 | 常见用途 | 重点风险 |
|---|---|---|
| M2 | 小型支架、轻载屏蔽件、传感器小板 | 螺纹小,装配容错低,过扭矩容易损伤焊点 |
| M3 | PCB 支撑柱、屏蔽罩、外壳固定、模块支架 | 应用最广,但要平衡焊盘面积和结构空间 |
| M4 | 较重结构件、较高锁附力、振动环境 | 焊盘和 PCB 局部受力更高,板厚和铜箔强度要复核 |
PCB 厚度和焊盘会影响强度
贴片螺母焊在 PCB 表面,实际受力会通过锡层、焊盘铜箔和基材传递。PCB 太薄、焊盘太小、铜箔附着力不足或开窗过小,都会让拉拔力和剪切力下降。对于需要锁附外壳、散热片、绝缘支架或母排支撑的设计,不建议只看螺母规格表,还要把 PCB 叠层和焊盘一起评审。
如果同一块板还承担大电流路径,可以结合贴片汇流条和焊接端子位置评估,避免结构锁附点和高温升区域互相影响。
扭矩、拉拔和剪切要分开验证
| 测试 | 验证什么 | 不能替代什么 |
|---|---|---|
| 锁附扭矩 | 实际装配时螺纹和焊点能否承受拧紧动作 | 不能替代拉拔力 |
| 拉拔力 | 螺母垂直方向是否会从 PCB 上脱落 | 不能替代剪切力 |
| 剪切力 | 侧向载荷、振动和结构件偏载 | 不能替代热循环 |
| 热循环后复测 | 锡层、铜箔和结构压力是否稳定 | 不能只看初始样件 |
回流焊后常见失效
- 浮高:锡膏量、钢网开窗、底部排气和贴装压力需要复核。
- 歪斜:焊盘不对称、螺母底座不平或贴装吸嘴定位不稳。
- 扭矩不稳:焊点面积不足、锡层空洞、螺丝长度不合适或反复拆装导致松动。
- 焊盘起皮:PCB 铜箔附着力、板厚、局部受力和热循环共同作用。
量产前建议做的验证
- 首件外观和高度测量。确认螺母没有浮高、歪斜、少锡或偏移。
- 真实螺丝锁附。使用量产螺丝、垫片和工具扭矩,不用手感替代。
- 拉拔/剪切测试。按结构件受力方向分别测试,不只测一个方向。
- 热循环后复测。确认焊点、焊盘和螺纹啮合没有衰退。
- 装配节拍验证。检查吸嘴抓取、编带方向和贴装速度是否稳定。
FAQ
M3 贴片螺母是不是最通用?
多数 PCB 结构固定场景会优先评估 M3,但不能默认所有项目都用 M3。空间很小、载荷轻时 M2 更合适;载荷更高或结构件更厚时可能需要 M4。
贴片螺母可以承受很大扭矩吗?
要看螺母底座、焊盘面积、PCB 板厚和焊接质量。贴片螺母不是压铆螺母,不能只按金属螺纹强度估算。
为什么样品能锁,量产会掉?
常见原因是钢网开窗、锡膏状态、回流曲线、贴装压力、PCB 批次或螺丝工具扭矩变化。样品通过后仍要做小批量工艺窗口验证。
宏川能配合哪些资料?
宏川精密五金可配合贴片螺母规格、底座尺寸、编带包装、样品确认和大电流 PCB 五金组合选型。基础选型可参考大电流 PCB 五金选型指南。