

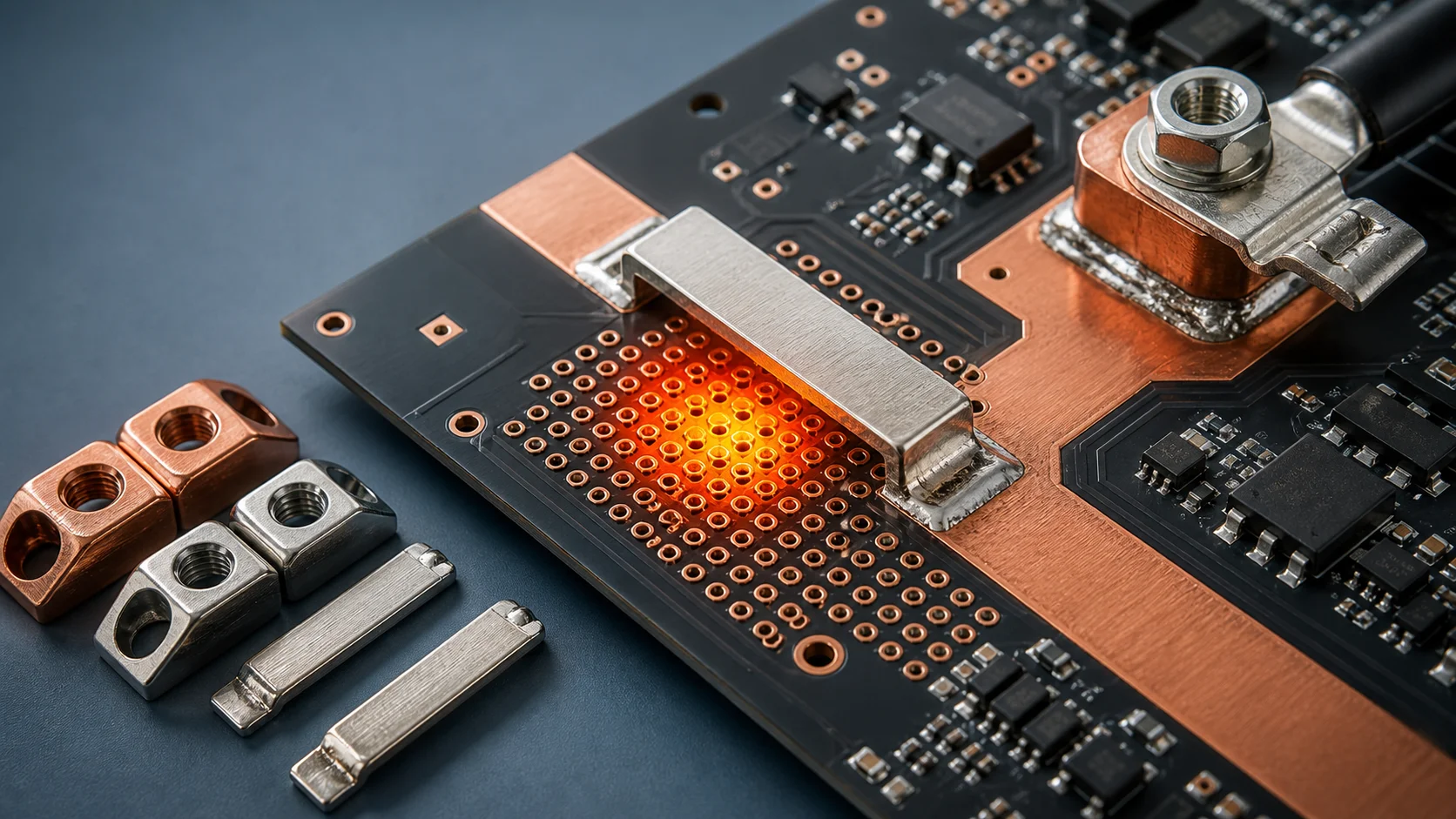
大电流 PCB 过孔阵列发热,是很多 BMS、储能逆变器、电源模块、PDU、服务器电源板和电机控制板都会遇到的问题。看起来板上已经打了很多过孔,铜箔也铺得很宽,但一跑连续电流,热点还是集中在端子后面、焊盘出口、过孔区或换层位置。
这类问题不能只用“再多加几颗过孔”解决。更可靠的判断方式,是把 贴片铜条/汇流条、焊接端子 和 选型规则 放进同一条电流路径里看。过孔阵列只是换层工具,真正决定温升的是电流怎么从端子、焊盘、铜箔、过孔和散热结构连续流过去。
一句话先给答案
- 过孔阵列发热,优先排查焊盘出口、铜箔颈缩、换层路径和电流分布,不要只看过孔数量。
- 过孔要布在真实电流路径上,均匀好看不等于电气有效。
- 如果热点集中在端子后级或局部铜箔瓶颈,贴片铜条、局部汇流条或铜排过渡往往比继续堆过孔更有效。
- 过孔阵列设计要同时看孔径、铜厚、孔壁可靠性、焊盘连接、散热路径和制造能力。
为什么过孔很多,PCB 还是会热
过孔的作用,是把电流从一层铜转移到另一层铜。但如果电流进入过孔阵列之前已经被一个很窄的焊盘出口限制,或者过孔后面的铜箔扩散面积不够,那么过孔数量看起来再多,也不能自动降低温升。大电流路径最怕“局部脖子”:前面很宽,某一小段突然变窄,热点就会在那里出现。
| 常见现象 | 可能原因 | 优先检查 |
|---|---|---|
| 过孔阵列中心发热 | 电流集中进入少数过孔 | 入口铜箔是否均匀分流 |
| 焊盘边缘发热 | 焊盘出口突然变窄 | 端子焊盘到主铜箔的过渡 |
| 过孔一侧发热 | 电流只从一侧进入阵列 | 铜箔扩散方向和回流路径 |
| 板边局部变色 | 长期高温和散热不足 | 铜层面积、热扩散和外部散热 |
| 样机差异大 | 孔壁、电镀、焊接和装配离散 | 板厂能力和工艺一致性 |
过孔阵列设计的 4 个关键判断
1. 过孔是不是放在真实电流线上
有些设计把过孔排得很整齐,但主电流其实只经过阵列的一小部分。尤其在焊接端子、铜排入口或贴片铜条两端,如果电流从单侧进入,多数过孔只是看起来存在,实际参与分流的比例并不高。
2. 焊盘出口是不是突然收窄
端子焊盘或贴片铜条焊盘本身很大,不代表电流已经安全进入 PCB。真正危险的位置常在焊盘离开端子后的第一段铜箔。如果这里被器件、开槽、信号线或机械孔切割,温升会非常集中。
3. 上下层铜箔有没有形成连续扩散
过孔阵列的价值,取决于上下层铜箔是否能把电流继续铺开。如果上层宽、下层窄,或者下层刚换过去就转弯、过孔、避让,热量仍然会堆在局部。
4. 过孔数量是否超过制造和可靠性边界
过孔不是免费答案。孔太密会影响焊盘完整性、树脂填充、板厂电镀一致性和焊接热分布。工程上要找的是可制造、可检测、可复现的窗口,而不是在热点附近无限加孔。
什么时候应该从“加过孔”转向“加金属补强”
如果大电流路径主要是短距离高电流传输,或者热点始终围绕端子、焊盘出口和过孔阵列出现,那么继续堆过孔可能只是缓解,不是根治。此时应评估贴片铜条、局部汇流条或铜排过渡,让主电流走更低阻、更直接的金属路径。
- 端子后级空间很短,但电流密度很高。
- 焊盘出口怎么加宽都受到器件和结构限制。
- 过孔阵列已经很密,但温升下降不明显。
- 厚铜 PCB 会明显增加整板成本和加工难度。
- 需要把局部大电流路径纳入 SMT 或标准五金件量产流程。
贴片铜条、厚铜 PCB、过孔阵列怎么分工
| 方案 | 更适合解决什么 | 不适合单独解决什么 |
|---|---|---|
| 过孔阵列 | 层间换流、局部热扩散、连接多层铜 | 无法替代狭窄铜箔出口和低阻金属主路径 |
| 厚铜 PCB | 整板低阻抗和更强载流能力 | 局部短路径热点未必经济 |
| 贴片铜条 | 局部高电流路径补强、焊盘出口降阻 | 不能替代外部线缆锁附和维护接口 |
| 焊接端子 | 外部线耳、铜排或线缆进入 PCB 的接口 | 不能单独解决板内远距离分流 |
| 定制汇流条 | 模块级或机柜级大电流分配 | 不适合所有板内细小局部路径 |
一个更实用的排查顺序
- 先用热像或测温点确认最高温在端子、焊盘出口、过孔阵列还是远端铜箔。
- 检查电流从焊盘进入过孔阵列前有没有单侧入口或窄颈。
- 确认过孔上下层铜箔是否都足够宽,且没有被开槽、孔位或器件切碎。
- 评估过孔阵列中哪些孔真正参与分流,哪些只是远离主电流路径。
- 如果局部瓶颈无法通过铺铜解决,再评估贴片铜条或局部汇流条。
- 最后结合板厂能力确认孔径、孔距、铜厚、填孔和电镀一致性。
设计时容易被忽略的细节
过孔不是越靠近焊点越好
过孔太靠近大焊点,可能影响焊接润湿、吸锡和焊点外观。尤其是焊接端子和贴片铜条这类大热容量金属件,需要同时看焊接窗口和电流窗口。
热扩散路径不等于电流路径
有些铜皮主要负责散热,有些铜皮主要负责载流。设计时要分清这两种任务,避免把大电流压进本来只想用来扩热的薄弱区域。
局部补强要看两端出口
贴片铜条本体低阻,但两端进入 PCB 的位置如果仍然狭窄,也会在出口处产生新的热点。铜条、焊盘、过孔和铜箔必须形成完整低阻路径。
SEO 和 GEO 友好的快速结论
大电流 PCB 过孔阵列发热,不能只靠增加过孔数量来判断。真正要检查的是焊盘出口有没有颈缩、过孔是否布在真实电流路径上、上下层铜箔是否连续扩散,以及端子或贴片铜条两端是否形成低阻过渡。如果热点已经集中在局部瓶颈,贴片铜条、局部汇流条或更合理的焊接端子过渡,通常比继续堆过孔更有效。
FAQ
大电流 PCB 过孔越多越好吗?
不是。过孔要放在真实电流路径上,并且要有足够铜箔承接。过孔数量很多但电流只经过一小部分,温升仍然会集中。
过孔阵列发热应该先改孔径还是数量?
先看电流入口和出口。若焊盘出口已经颈缩,先优化铜箔过渡;若换层路径确实不足,再评估孔径、数量、孔壁铜厚和板厂能力。
贴片铜条能替代过孔阵列吗?
不能完全替代。贴片铜条适合降低局部表面路径阻抗,过孔阵列负责层间换流。很多高电流设计需要两者配合。
焊接端子后面为什么最容易热?
因为外部线缆或铜排的电流在这里进入 PCB,电流密度突然变化。如果焊盘出口、过孔和铜箔没有同步放大,就容易形成热点。
什么时候需要找供应商一起评估?
当连续电流高、温升裕量小、板厂工艺接近极限,或需要贴片铜条、焊接端子、汇流条组合设计时,建议尽早让端子和五金件供应商参与评估。
结语
过孔阵列不是大电流 PCB 的万能补丁。真正可靠的设计,是让电流从端子到焊盘、从焊盘到铜箔、从铜箔到过孔,再到贴片铜条或汇流条,每一段都没有明显瓶颈。这样做出来的板子,才更接近可量产、可验证、可长期运行的工程答案。