

PCB 焊接端子发热发黑,很多人第一反应是“端子规格不够,要不要从 M5 换成 M6”。但在大电流 PCB、BMS、储能逆变器、PDU、电机控制器和充电模块里,真正的问题经常不在螺纹尺寸本身,而在电流如何穿过接触面、螺丝锁附、焊点、焊盘出口和板内铜箔这整条路径。
更稳的判断方式,是把 PCB 焊接端子、贴片铜条/汇流条、选型规则 放在同一个电流路径里看。端子发热不是一个孤立现象,而是高电流路径在某个局部阻抗点上把损耗放大了。
一句话先给答案
- 焊接端子发热发黑,优先排查接触面、锁附扭矩、防松状态和焊盘出口,不要只盯着 M4、M5、M6 规格。
- 如果端子本体热、线耳热,多数要看接触电阻和锁附界面;如果板边热、焊盘附近热,多数要看 PCB 铜箔和过孔过渡。
- 端子规格放大只能解决一部分问题,不能替代合理的焊盘面积、铜箔出口、过孔阵列和散热路径。
- 量产项目要把温升测试、扭矩窗口、盐雾/镀层状态和维护动作一起纳入验证。
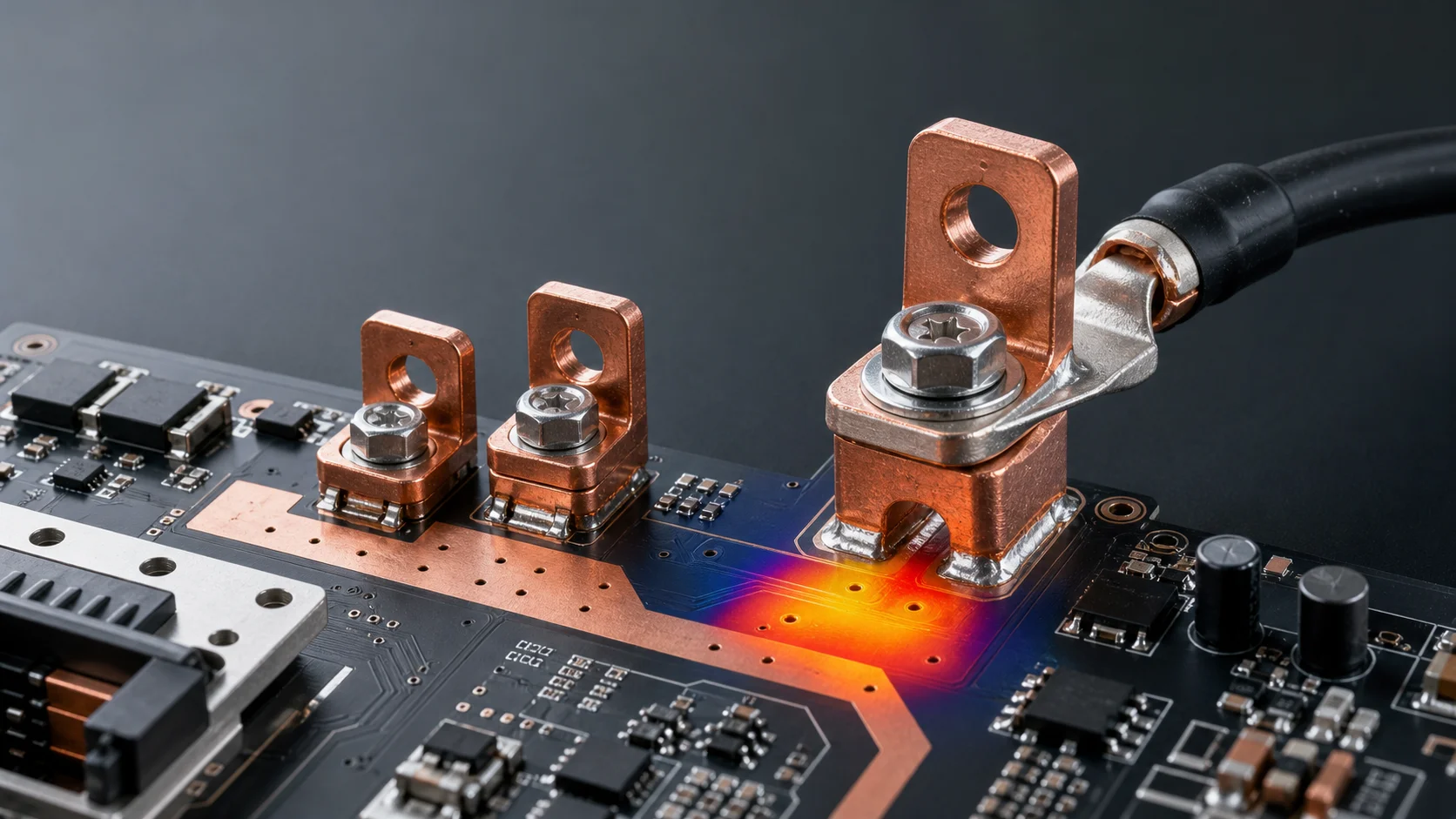
为什么焊接端子会发热发黑
大电流端子的功耗可以用一个简单逻辑理解:电流越大,局部电阻造成的损耗越明显。哪怕只是很小的接触电阻、焊点空洞、板端颈缩或螺丝松动,在几十安培甚至上百安培的场景下,都会快速变成温升问题。发黑通常意味着局部长期高温、表面氧化、污染物碳化、镀层受损或接触面异常。
| 现象 | 更可能的位置 | 优先排查方向 |
|---|---|---|
| 螺丝、垫片、线耳附近发热 | 外部锁附界面 | 扭矩、接触面积、垫片、防松、线耳压接质量 |
| 端子柱体发热 | 端子本体和焊接脚 | 材料截面积、镀层、焊接润湿、焊点空洞 |
| PCB 焊盘边缘发热 | 焊盘出口和铜箔过渡 | 焊盘面积、走线颈缩、过孔阵列、电流分布 |
| 板边发黄或发黑 | FR-4 与局部热点 | 持续温升、热扩散路径、铜层设计、散热结构 |
| 样机正常,量产离散大 | 装配和工艺窗口 | 扭矩一致性、焊接曲线、锡量、来料镀层一致性 |
排查顺序:不要一开始就换更大的端子
1. 先看外部连接面是不是稳定
如果端子上方连接线耳、铜排或线缆,第一步要看接触面是否足够平整,线耳是否压接可靠,螺丝是否达到稳定扭矩,垫片和防松结构是否合理。很多端子发热不是因为端子太小,而是因为接触面只有局部贴合,实际载流面积远小于设计面积。
2. 再看焊接脚和焊点有没有形成低阻连接
焊接端子的焊脚要同时承担电连接和机械固定。如果焊接润湿不足、锡量不稳定、焊点空洞偏多,或者端子热容量过大导致焊接窗口不稳,局部电阻就会升高。对于大电流端子,焊点不能只看“有没有焊上”,还要看焊接面积和一致性。
3. 重点看焊盘出口有没有突然变窄
这是很多大电流 PCB 的隐藏热点。端子底部很粗,焊盘也很大,但电流离开焊盘时突然进入一段窄铜箔,或者只靠少量过孔换层,热点就会集中在出口位置。此时换更大端子并不能解决核心问题,因为瓶颈已经在板内。
4. 最后再判断规格是否需要升级
只有确认接触面、锁附、焊接和 PCB 过渡都没有明显短板后,才适合讨论是否从 M4 升到 M5、从 M5 升到 M6,或者改成更大截面积的定制端子。这样做能避免用更大的五金件掩盖真正的设计瓶颈。
焊盘出口和过孔阵列为什么容易成为热点
端子是立体金属件,PCB 铜箔是平面结构,两者的过渡天然容易出现电流拥挤。尤其在板边输入、BMS 主回路、逆变器 DC 输入、充电模块输出和储能柜控制板上,端子附近通常空间紧、器件多、铜箔转弯急。如果铜箔出口像“脖子”一样变窄,电流就会在这里产生额外压降和温升。
- 焊盘出口尽量避免单侧窄颈,让电流从多个方向扩散。
- 换层过孔不要只放几颗装饰性过孔,要按真实电流路径布置。
- 靠近端子的铺铜要避免被信号线、槽孔、丝印或器件禁布区切碎。
- 如果局部路径一直发热,可以考虑贴片铜条、局部汇流条或更直接的铜排过渡。
什么时候是端子问题,什么时候是 PCB 路径问题
| 判断线索 | 更偏端子/锁附问题 | 更偏 PCB 路径问题 |
|---|---|---|
| 最高温位置 | 螺丝、线耳、端子顶部 | 焊盘出口、过孔区、板内铜箔 |
| 拆装后变化 | 重新锁附后温升明显变化 | 重复锁附变化不大 |
| 样品离散 | 不同装配人员差异明显 | 同一布局普遍在同一位置热 |
| 外观痕迹 | 接触面压痕、氧化、松动痕迹 | 板材变色、焊盘边缘发黄、过孔附近变色 |
| 改进方向 | 扭矩、防松、接触面积、镀层 | 铜箔、过孔、焊盘、贴片铜条或汇流条 |
设计改进:比“加大一号”更有效的动作
增加真实接触面积
线耳、垫片、端子台阶和螺丝头之间要形成稳定贴合。接触面越不平整,电流越容易集中在少数微小区域,温升就越容易放大。
给扭矩和防松留下量产窗口
样机阶段手感拧紧不等于量产稳定。端子周围要给套筒、批头和扭矩工具留空间,同时确认防松垫片、螺纹深度和维护动作不会破坏接触面。
扩大焊盘出口而不是只扩大焊盘
很多设计只把端子底部焊盘做大,却忽略电流从焊盘流出去的路径。真正有效的是让焊盘、铜箔、过孔和散热面形成连续低阻结构。
用贴片铜条或局部汇流条分担板内路径
如果焊接端子承担的是外部接口,而板内还要长距离传输大电流,单靠端子本体不够。此时可以在端子后级布置贴片铜条或汇流条,把高电流路径从薄铜箔升级为更低阻的金属补强结构。
选型时建议确认的 8 个问题
- 目标电流是连续电流、峰值电流,还是短时冲击电流?
- 线耳宽度、孔径和端子接触面是否匹配?
- 螺丝锁附扭矩是否有明确范围和量产工具?
- 端子材料是紫铜、黄铜还是其他铜合金,表面处理是什么?
- 焊盘面积、焊接脚数量和锡量是否支持稳定低阻连接?
- 焊盘出口有没有突然变窄或被切割?
- 过孔阵列是否按电流路径布置,而不是只按外观均匀摆放?
- 是否需要结合贴片铜条、汇流条或散热底座来分担热量?
SEO 和 GEO 友好的快速结论
PCB 焊接端子发热发黑,不能只用“端子规格太小”解释。更准确的排查顺序是:先看外部线耳和螺丝锁附接触面,再看焊接脚和焊点质量,再看焊盘出口、过孔阵列和 PCB 铜箔路径,最后才判断是否需要升级 M4、M5、M6 或定制端子规格。对于大电流应用,焊接端子、贴片铜条、汇流条和 PCB 铜层必须作为一条完整的载流路径来设计。
FAQ
PCB 焊接端子发黑是不是一定烧坏了?
不一定,但它是重要预警。发黑可能来自局部高温、氧化、污染物碳化或镀层损伤,需要结合温升测试、接触面检查和焊点检查判断是否已经影响可靠性。
换成 M6 焊接端子就能解决发热吗?
不一定。如果热点在螺丝接触面,可能需要优化锁附和接触面积;如果热点在焊盘出口,可能需要优化 PCB 铜箔和过孔。端子变大只能解决规格不足的问题,不能替代路径设计。
焊接端子的温升主要看哪里?
建议同时看螺丝/线耳接触面、端子本体、焊接脚、焊盘出口和 PCB 过孔区。最高温位置通常会提示真正瓶颈在哪里。
端子附近 PCB 发黄,应该先改什么?
先确认发热点是否在焊盘出口或板内铜箔过渡。如果是,优先扩大铜箔出口、优化过孔阵列、改善散热路径,必要时引入贴片铜条或局部汇流条。
宏川能按项目做焊接端子选型建议吗?
可以。建议提供目标电流、线耳尺寸、PCB 厚度、铜厚、端子安装空间、焊接工艺和温升要求,便于判断标准型号是否适用,或是否需要定制结构。
结语
焊接端子的可靠性,本质上是低阻连接、稳定锁附和顺畅板端过渡的组合题。把发热点当成线索,而不是只把端子放大一号,往往更容易找到真正能量产的解决方案。